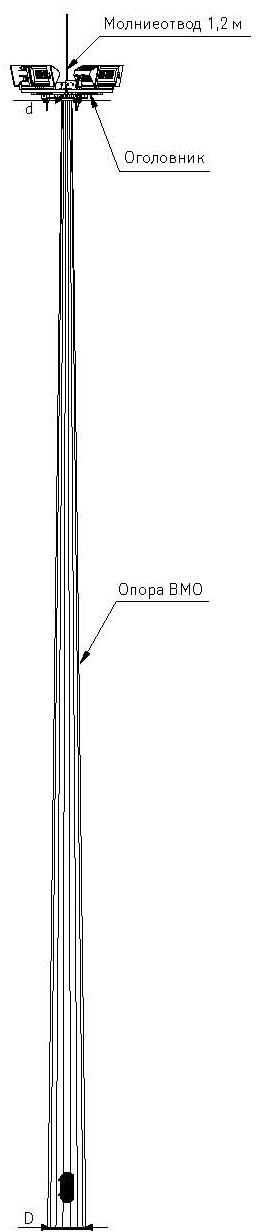
Мачты ВМО-50 – это очень высокие инженерные конструкции, на верхушке которых устанавливаются мощные приборы освещения. Корона может опускаться на тросах для обслуживания.
ВМО-50 сделана на базе граненого конического ствола из листовой стали. Процесс производства состоит из следующих этапов:
- Проектирование конструкции и согласование проекта. Мачты делаются только по индивидуальному заказу. Проект составляется с учетом климатических особенностей места эксплуатации, температурных колебаний, ветровой нагрузки. Отдельно проектируется фундамент и характеристики закладных деталей фундамента. Марка и толщина стали также подбираются в проекте на основе инженерных расчетов.
- Раскрой листовой стали. Материал для изготовления ствола поставляется в рулонах, поэтому для его порезки на детали используются металлорежущие станки. Для порезки применяется струя плазмы под управлением компьютерной программы. После порезки кромка детали не требует дополнительной обработки, а размеры – доводки согласно чертежам.
- Гибка заготовок для формирования ствола. Для изгибания используются прессы с гидравлическими цилиндрами. Они создают большое усилие, но при этом могут производить деформацию с малой скоростью. За счет этого не нарушается внутренняя структура стали, детали сохраняют требуемую прочность.
- Сваривание и контроль качества. Сварка согнутых деталей производится с помощью автоматов электросварки. Они ведут продольные швы вдоль ребер конструкции. За счет этого улучшается внешний вид осветительной мачты, сокращается время температурного воздействия. Для контроля качества сварных соединений используется ультразвуковой дефектоскоп.
- Изготовление конструктивных элементов. Частями мачты являются фланцы вверху и внизу. Весь ствол состоит из сегментов длиной до 12 метров для удобной транспортировки на грузовиках по дорогам общего пользования. Также в нижнем сегменте ствола делается ревизионный лючок с дверцей, в котором устанавливается электрическое коммутационное оборудование и лебедка.
- Цинкование для защиты от коррозии. Слой цинка наносится после очистки, обезжиривания и протравливания углеродистой стали ствола. Защитное покрытие формирует барьер между сталью и внешней средой. Так как реакция окисления не происходит, сталь ствола не покрывается ржавчиной, его прочность не уменьшается.
Для приобретения опор свяжитесь с представителями нашей компании. Их контактные данные указаны на сайте.